
Назначение
Оборудование для холодного проката стальных лент в конструкционный профиль (ЛСТК). Металлический профиль применяется для строительства каркасов быстровозводимых зданий.
Профилегибочный станок используют для производства:
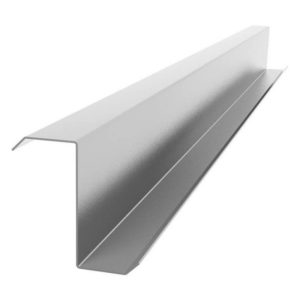
- С, Z-профиля (ширина 100-240 мм)
- Σ-профиль (ширина 50-130 мм)
- Направляющий профиль для гипсокартона (0,5-0,6 мм)
Металлический профиль изготавливается из штрипса требуемой толщины. Геометрия профиля, наряду с толщиной и маркой стали, определяет несущую способность конструкции.
Стальной профиль C, Z и сигма используется в качестве колонн и прогонов стен и кровель быстровозводимых зданий. Направляющий профиль применяют для монтажа гипсокартона и конструкций при внутренней отделке помещений.
Перерабатываемый материал – стальной штрипс или оцинкованная сталь. Толщина лент 0,5-4,0 мм, Ширина от 50 до 240 мм. Длина готовых изделий до 12 м
Свойства
Система управления станком полностью автоматизирована и сводит влияние человеческого фактора к минимуму. Управление работой профилегибочной машины осуществляется компьютером через сенсорный графический интерфейс.
Тахометр контролирует длину разматываемой стали и отсчитывает длину выпущенного профиля.
Валы и прокатные ролики машины изготавливаются на ЧПУ станках с высокой точностью.
Металлические детали изготовлены из конструкционной стали с хромовым покрытием толщиной 0,05 мм. Материал валов и роликов устойчив к износу и ржавчине. Лезвие гильотины изготовлено из закаленной стали имеет длительный срок службы
Рама профилегибочного стана отожжена для предотвращения возникновения напряжений и деформации при работе оборудования
Перед продажей все профилегибочные машины проходят предварительное тестирование. На оборудование дается гарантия 12 месяцев.
Выполняем пусконаладочные работы и оказываем техническую поддержку в течение всего срока эксплуатации.
Устройство и принцип работы
Оборудование вытягивает стальной штрипс из рулона и подает его на профилегибочный стан. Стан представляет собой гибочную матрицу, снабженную рядами роликов на валах, которые приводятся в движение цепной передачей.
Форма штрипсу придается в результате гибки, при которой на ленту одновременно действуют сжимающие и растягивающие усилия. Ряды роликов постепенно придают ленте требуемый профиль, прижимая металл к матрице.
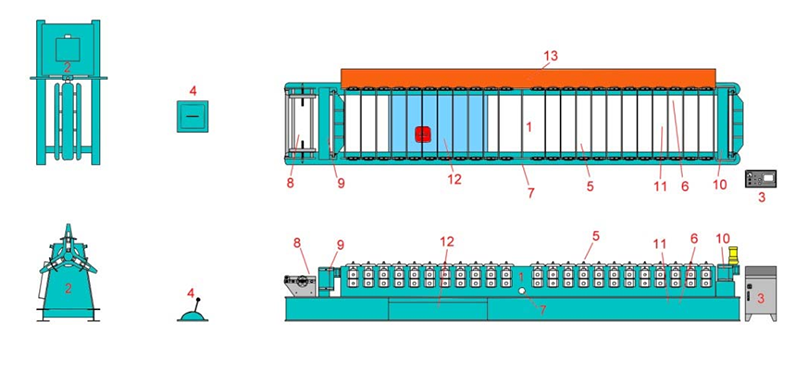
1 Профилегибочная машина
2 Разматыватель
3 Блок управления
4 Датчик разматывателя
5 Роликовый конвейер
6 Главный мотор
7 Гидравлический привод
8 Направляющий стол
9 Передний резак
10 Задний резак
11 Масляный бак
12 Водяной бак
13 Трансмиссия
На выходе из стана профлист отрезается гидравлическими ножницами и подается на выходной рольганг.
Прокатный стан, электрический и гидравлический приводы, цепная трансмиссия собраны на единой раме. Разматыватель представляет отдельное устройство, которое снабжено датчиком скорости движения листа.
Модельный ряд

C-образный профиль
- Толщина металла 1,6-3,2 мм
- Скорость 12-20 м/мин
- Диаметр вала 60 мм
- Число рядов 13
- Двигатель 15-20 л.с
- Размеры изделий: 75х45х15, 100х50х20, 125х5-х20
Z-образный профиль
- Толщина металла 1,6-4,0 мм
- Скорость 12-20 м/мин
- Диаметр вала 60 мм
- Число рядов 16
- Двигатель 20-30 л.с
- Размеры изделий: 150х50х20, 150х65х20, 50х75х20

U-образный профиль
- Толщина металла 1,0-1,2 мм
- Скорость 12-15 м/мин
- Диаметр вала 60 мм
- Число рядов 10-12
- Двигатель 20 л.с

Профиль для крепления гипсокартона
- Толщина металла 0,5-0,7 мм
- Скорость 12-16 м/мин
- Диаметр вала 45 мм
- Число рядов 15
- Двигатель 7,5 л.с
Опции
Оборудование содержит все необходимое для гибки металлического листа. Дополнительно профилегибочный стан оснащается механизмами, которые формируют производственную линию:
- Разматыватель
- Гильотина (электромеханическая/гидравлическая)
- Механизмы приемки готовой продукции (рольганги)
- Упаковочное и маркировочное оборудование
Подбор
Для выбора модели, подходящей для производства необходимого профиля, оставьте заявку нашему специалисту. К заявке приложите чертежи изделий и укажите требуемую производительность